谘詢電話
ENGLISH0755-88840386麵粉包裝機的螺旋供料器設計
發布時間:2020-07-13 09:06:23 |來源:網絡轉載
螺旋供料器結構簡單,密封性能 好,操作安全方便,製造成本低,能均 勻、連續地按設計速度要求供料,並能. 通過改變其運動參數達到較精確地調 節物料谈球吧app官方网站地址的目的,因而應用廣泛。我 們在設計麵粉包裝機的供料器時,選定 螺旋供料器作為該類麵粉包裝機的供 料器。為保證包裝機稱量的精度和速 度.同時兼顧整機性能及製造成本,針 對麵粉這種物料的底動性較差、容易含 氣及易壓結等特點.對螺旋供料器進行 了分析研究.並在設計中采用了相應的 改進措施,現將有關設計簡介如下。
根據包裝機對供料速度和精度的 要求,螺旋供料器設計成一大一小的雙 螺旋型式,大螺旋作粗供料用,小螺旋 主要作精供料用。大小螺旋的啟停由
S1自道應趨製簡線 時間
包裝機控製係統根據供料參數設置及 稱重變化情況,按自適應方式自動調
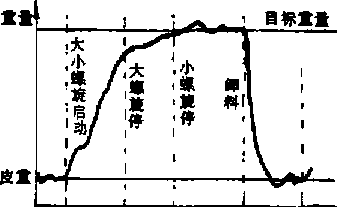
供料器的一個工作循環是(見圖 1):秤鬥卸空關門後,大小螺旋同時啟 動.向秤鬥供料,當達到稱重量80% ~ 90 %時,大螺旋停機,小螺旋繼續供料; 至目標重量時,小螺旋也停機;秤鬥穩 定後開門卸料.卸料完畢關門。重複此 工作循環,保證包裝機的連續工作。
由於物料本身的重力及其對輯糟 內壁和螺旋表麵的摩擦力作用,物料在 螺旋供料器中的運動,除向前輸送的軸 向運動外,還具有徑向的圓周方向的運 動。設螺旋為標準的等嫌距、等直徑、 直母線螺旋、螺旋麵升角a,螺旋供料器 內充滿了物料。以距離螺旋軸線r處 的物料顆粒A作為研究對象.進行運動 分析(見圖2)。
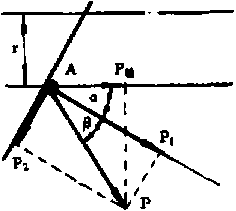
'圖2蝶叢麵作用在物料A上的力
旋轉螺旋麵作用在物料顆粒A上 的力為P.由於摩擦的原因,P力方麵與 螺旋麵的法線方向偏離了 B角邙的大 小由物料對螺旋麵的摩擦簡P及由旋 麵的表麵粗糙程度決定,對於一般加工 良好的螺旋麵,忽略其表麵粗糙程度對 B角的影響,可認為B宀p。P力可分解 為法向分力P,和切向分力旦。
物料顆粒A在P力作用下,在料AT 中進行著一個複合運動,即沿軸向前 進,又沿徑向旋轉,如圖3所示,既有軸 向速度U,,又有圓周速度電,其含速度
設螺旋轉速為則物料題粒A的 運動速度可由圖3中的三角形ABC關 係求遂
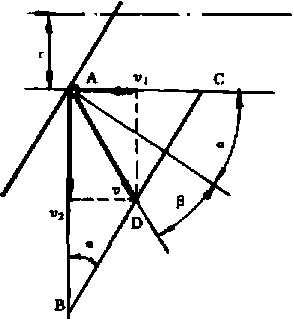
S3物料運動速度
v cosp = AB sina
、AB= 2irm/60
, 2xrn v sim
OU C06p
則 Vj = w sin( a + p)
_ 2ffrn x 業i(口 + R)X sin,
60 cosp
以摩擦係數R=tgp代入得:
i>2 =專訐 X gina(sina ♦ pcasa)
g 1
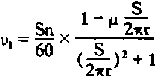
由於 tgfa =方插 X sin« =— -
![]()
式中3S~«距
再代入前式,整理可得:
_ Sn H, 2ffr ■
同理,可得1
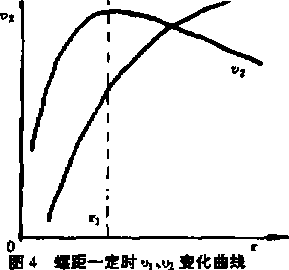
據此,可得出物料原粒在螺距不變 時,軸向速度處與圖周速度U2隨半徑r 而變化的曲線圖(圖4)。
|
圏5聲機結椅 |
 |
|||||||
 |
|||||||
 |
|||||||
|
由圖4可見,電在半徑長度範圍內 不是常數,因此.物料在螺旋內的運移 過程中要產生相對滑動。r/i線右邊的 變化規律是:靠近摞旋軸的物料的電 比外層的大.而處卻比外層的小;反 之、通離螺旋軸的物料的U1大、電小。 這將使內層物料較快的繞軸轉動.較早 地到達表麵,因而產生了一個附加的物 料值,這不但對物料輸送造成不良影 響,同時也増加了摞旋功率的消耗■
針對這一問題,可果用將直母線摞 旋麵改為彎曲母線螺旋麵的措施,即將 螺旋麵靠近螺旋軸部分的升的設計為 正a,而在靠近槽壁處部分的升角設計 為負。.這可增加內層物料對外層物料 的壓力和摩擦力,迫使螺旋軸附近的附 加物料流適當減少,還可使外層物料對 槽壁的壓力降低.鹹弱能量消耗和軸向 輸送速度的降低。怛這種措施的映點 是:螺旋製造較困難,增加加工成本。
物料在料槽中的填充係數中也影 響輸送過程和能量消耗。當填充係數 較小時、物料堆積的高度較低,大部分 物料靠近槽壁,因而具有較-高的軸向速 度和較低的圓周速度,物料,顆粒在輸送 方向上的運動要比圓周方向顯著得多 ,運動的滑移麵幾乎平行於輸送方向。 這時垂直於輸送方向的附加物料流減 弱、能量消耗降低;相反,當填充係數 較高時,物料運動的滑移麵很陡.其在 圓周方向的運動將比笹送方向的運動 強,這將導致輸送速度的降低和附加能 量的消耗。可見.填充係數適當取小值 較有利。
螺距的大小也影響物料的輸送過 程,進料量不變時.摞距改變,物料運動 的滑移麵也隨著改變.這也將導致物料 運動速度分布的變化。從圖2可知物 料顆料A所受螺旋麵在軸向的作用力 P«為:
P銀=Peosta + 臼)=Poos(a + p)
為使P箱〉。,必須滿足aV — p, 因為,「顧=£處的a最大W為螺旋軸 的直徑),PM最小,所以,最大許用螺距 j可由下式求得:
-p)
*此外.還應考慮物料顆粒運動速度 各分量間的合理分布問題,既要使物 料顆粒具有盡可能大的軸向轆送速度. 同時,又要使各點的軸向速度均大於圓 周速度.即也〈由,由此可得:
整理可裡\3<2眾皿廿-時,因此 處2r= D(在摞旋圓周姓),故可將上式 寫為:
S丄WirDtg(號-p)
綜合分析螺旋麵、螺距及填充係數 對物料輸送過程的影響可見,將直母線 螺旋改為彎曲母線螺旋麵的對策,會造 成設計及製造的困難,増加成本,不宜 釆用。仍保持直母線摞旋麵不變,螺旋 外徑不變,隻改變螺距和填充係數的設 計對策比較可取。為此,決定根據物料 狀況將螺旋設計成不等距摞旋,為改 善物料速度各分量間的分布狀況,參考 上述公式計算出來的螺距§也和S'g 值,按大填充係數取小螺距值,小填充 係數取大螺距值的原則逐段設計螺旋 的摞距.
螺旋供料器進料口一般聯接在料 倉出口,該處物料填充係數可達0.8~ 0.9,即基本上充滿了物料.因此,在進 料段的螺旋的3/4長度上設計了小摞 距,以減少附加物料,降低功率消耗。 而在出料段設計了大螺距,以降低填充 係數、改善物料運動狀況。這樣的設計 可防止物料壓實結塊,利於物料的均勻 供料,保證稱量精度。為便於加工製造 和物料運動狀態的平穩過渡,在小螺距 和大螺距之間又設計了丄個中間螺距 過渡段。這樣,製造簡單易行,加工成 本與標準型螺旋相比相差無幾。
3其他改進措施
螺旋供料器設計中還參考有關樣 機,釆取了其他一些改進措施:
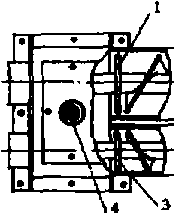
〔1)為避免麵粉在輸送過程中可能 產生的氣塞、氣泡現象,保證供料速度 及均勻性.在機殼的進料口段設計了 一 個拌氣小段(冕圖5),即在螺旋進料段 的端部分隔出一小段空間.上麵蓋上含 透氣孔的蓋板2,這一小段螺旋中無物 料進入,專供麵粉中的夾帶氣體排放之 用。在機殼的出料口上部也設置有一 個透氣孔罩4,以排除麵粉在輸送及卸 料過程中夾帯的氣體;
(2)為防止麵粉結塊而造成的供料 不均勻或對秤鬥的衝擊振動,在大小摞 旋輔上分別加裝了鬆料附件1和3【見 圖5"該附件各為一組打爪.固定在大 小螺旋的卸料端.可將螺旋輸送來的粉 料打散,使之均勻連續地撤入秤鬥中 部,保證稱量的精度;
〔3)大小螺旋分別采用了兩組獨立 的傳動係統,包括電動機、鹹速裝置及 有關構件等。為保證啟停準確,選用製 動型電機.工作於頻繁啟停狀態。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:綠色包裝指導包裝材料、包裝機械發展方向
- 下一篇:藥用泡罩包裝機的發展
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@szshunyoufa.com

微信:產品谘詢

關注視頻號

關注抖音號