谘詢電話
ENGLISH0755-88840386半自動灌裝係統的設計應用
發布時間:2020-05-13 09:24:01 |來源:網絡轉載
在化工塗料生產中, 對物料的灌裝大多采用手工操作。這一過程中, 工人在台稱上預調好所需包裝重量, 當灌裝到所需重量時, 台稱杠杆彈起, 工人關閉閥門。這全憑他們的反應和經驗, 由於不同工人操作的熟練程度, 操作精度不同, 造成的灌裝重量不同, 誤差較大, 並且增大工人手工操作的勞動強度。因此對物料實現自動定量灌裝, 可以提高灌裝重量的準確性和穩定性, 提高工人的操作效率。
- 自動灌裝係統主要參數
①灌裝容量 :3kg ~ 200kg ;②計量精度:±5 ‰;③生產能力 240 桶 h ;④物料溫度 <80 ℃;
⑤物料粘度<50Pas 。
- 係統工作原理
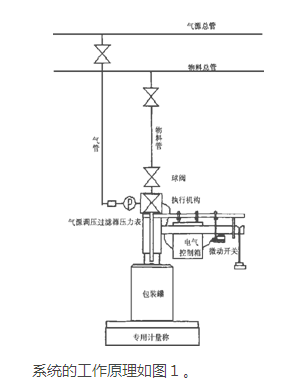
係統的工作原理如圖 1 。
自動灌裝係統工作原理:先調整好台稱, 設定包裝重量 ;把空罐放在台稱上, 對準包裝口, 合上防爆開關, 微動開關在台稱杠杆下壓時, 已經接通, 電源通過時間繼電器, 時間繼電器觸點延時閉合, 執行裝置QGH-65-90° 90°通電, 球閥打開, 開始灌裝;灌裝到達預定的重量, 計量杠杆上揚, 離開微開關, 微動開關動作, 切斷電源, 球閥迅速關閉 ;操作工人移走已經灌裝完的罐, 放入新的空罐;重新開始下一個灌裝循環。
- 係統結構原理及設備選型
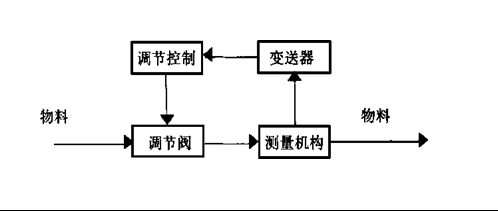
3.1半自動灌裝係統控製原理圖
 |
|
圖 2 控製原理圖
3.2測量機構
對物料的測量一般有容積法、 稱重法和質量谈球吧app官方网站地址計三種方法。
我廠產品灌裝普遍使用的是稱重法, 使用稱重法的設備價格合理, 誤差符合成品重量計量要求, 因此本自動灌裝係統的測量方法選用稱重法。
係統可選稱重器材有電子稱和一般杠杆式台稱。電子稱精度高, 性能穩定, 由於是生產易燃易爆物品的企業, 生產車間必須采用防爆電子稱, 防爆電子稱價格高 ( 後麵已提及) 。本係統采用TGT-50 型或 TGT-500 型台稱, 它的精度可適應要求, 性能穩定。
3.3變送器
對變送器的設備選型, 首先應決定係統的控製方式。可以采用的控製方式有純電氣控製、 純氣動控製和電氣與氣動相結合控製。
係統采用純電氣控製, 由於生產車間存在大量易燃易爆性物質, 屬於危險爆炸場所, 因此係統電氣設備必須達到防爆要求, 設備選型要求選用防爆電氣測量機構, 防爆的電氣變送器、 防爆的電動調節閥。考慮經濟的原因, 塗料生產的自動灌裝係統很少采用純電氣控製的方式。
係統采用純氣動控製, 可以達到防爆要求, 而且價格合理, 這是目前塗料生產自動灌裝機普遍采用的控製方式。但是它們使用在塗料的物料灌裝中存在一定問題。
係統根據氣動射流原理, 通過光敏傳感器對台稱杠杆彈起 ( 壓下) 的測量, 經過邏輯控製回路( 變送器) 控製灌裝閥 ( 調節閥) 的微型氣缸、 一次缸、 二次缸的動作, 進行定量灌裝。由於邏輯控製回路 ( 變送器) 是氣動元件, 變送元件複雜, 傳送信號時間較長 ( 光、 電比較) , 造成變送和信息傳送滯後, 而且氣源穩定、 潔淨程度對氣動元件工作影響很大, 以上原因造成灌裝重量不準確, 而誤差有時正, 有時負, 不能通過調整重量設定值減少誤差。
因此為了選擇結構簡單的變送器, 並且傳送信號及時準確, 決定該係統控製采用電氣和氣動相結合的控製方式。即是電氣變送和使用氣動控製閥。
根據係統的控製方式和台稱的特點, 選擇一個微動開關, 具有變送器和控製的雙重功能。微動開關安裝在台稱的計量杠杆下側, 微動開關的觸點頂著杠杆, 在台稱上已經預設定所需包裝的重量值, 杠杆壓著微動開關的觸點, 微動開關閉合, 在物料注入罐中所達設定的重量時, 計量杠杆上升, 離開微動開關的觸點, 微動開關動作, 起著變送和控製的作用。
微動開關的靈敏性是自動灌裝係統的關鍵, 因為它決定了物料的灌裝重量準確度。例如灌裝規格4kg 罐的物料, 如果微動開關的滯後時間超過0.2s, 就會造成計量不準確, 誤差超過所規定的標準 ;而且它的開 、 閉動作應達到 1400 次 d 。在市場上, 微動開關的類型也很多, 選用 6 種類型經一個多月的試驗, 最後選擇了德國產 BARTEC 型微動開關, 該類型無論在靈敏性、 穩定性和持續工作能力上都達到精度要求, 並且微動開關具有防爆功能, 符合生產車間內的要求。
3.4調節閥
調節閥直接對物料進行控製, 因此調節閥的選型是關鍵。
調節閥的類型有幾種, 如直通單座控製閥、 球閥和偏心旋轉閥等, 由於 “ O” 型球閥全開時為無阻閥, “ 自潔” 性能最佳, 適用於特別不幹淨, 含纖維介質的切斷場合, 符合溶劑生產的實際情況, 所以灌裝係統的調節閥選用 “O” 型球閥。考慮到灌裝的是溶劑, 閥體的材質選用不鏽鋼質。
除了閥的溫度、 壓力、 谈球吧app官方网站地址密封性等基本要求外, 調節閥的開 關動作時間是計量精度保證的關鍵, 同時要求調節閥的穩定性要好, 要求有持續的工作能力, 每天要至少持續開 關動作 1400 次, 調節閥本身的精確度要高。
依照以上要求, 選擇了QGH 型球閥, 在小包裝上選用Q611FDN25 型氣動球閥, 大包裝 ( 200kg 以上) 選用Q 611FDN 40 型氣動球閥。
3.5調節控製機構
調節控製機構的作用主要是控製調節閥的開與關, 從而達到定量灌裝。因為采用電氣變送, 要求設計一個控製電路, 配合變送和控製作用的微動開關, 對球閥進行控製開 關。
考慮到在灌裝時, 中間需移走灌裝完的桶和放入空桶, 間隔了一段時間, 因此引入一個時間延遲的問題, 加了一個時間繼電器, 用來設定調節中間的時間。
- 輔助氣源係統設計
由於執行裝置 QGH-65-90° 90°對氣源要求較高, 因此設計了一個氣源輔助係統來保證氣源的壓力穩定和潔淨程度。
氣源由一台 5.5KW 的空氣壓縮機供給, 由於執行裝置要求的氣壓恒定在 0.5 ~ 0.7MPa 範圍內,原來空氣壓縮機上的壓力繼電器其調壓範圍不能達 到要求, 往往調整了上限壓力, 下限壓力隻能設定低於 0.5MPa, 影響了執行裝置的工作, 使球閥關
不死, 延長關閉時間, 造成計量不準確, 因此我們改造了壓力裝置, 選用一個 0.6 ~ 1.5MPa氣壓自動開關來控製壓縮機的開與關, 以保持壓力的穩定性。
用一台 C-0.6 0.8A 型儲 氣罐, 工作壓 力 0.8MPa, 考慮到安全性問題, 設置了一個 0.8MPa的安全閥。
為了保證空氣的潔淨, 在現場設置了一台氣源調壓過濾器, 帶壓力表讀數, 可以根據執行裝置的實際來調節氣壓, 並過濾氣源中的水分和雜質。保證進入執行裝置的空氣潔淨、 幹燥和不含腐蝕性成分。
- 係統誤差分析
自動灌裝係統中的誤差主要包括測量台稱本身的係統誤差、 微動開關的動作滯後誤差、 氣動執行裝置滯後誤差和球閥動作滯後誤差, 除測量本身的誤差外, 其餘的誤差都可以通過調整設定值來減少。
在調試中, 設定預包裝重量後, 連續測量了二十罐, 發現誤差值全是正誤差, 在減少設定值並進行調整後, 每罐包裝重量都在合格的範圍內。
在調試過程中, 發現一般包裝的誤差值在誤差值大的時候都是正偏差或全是負偏差, 這就給調整帶來了方便。通過調整預設定值, 可以把誤差值控製在合格範圍內, 達到了當初的設計目的。
這也說明調整預定值的重要性, 要求操作者在包裝不同規格前必須調整設定值, 以確保半自動灌裝係統的正確運行。

- 結論
通過了解, 日本、 比利時的半自動灌裝機的價格在人民幣 17 萬元~ 25 萬元, 國產的半自動灌裝機的價格在人民幣 3.5 萬元~ 7 萬元左右, 而我們設計的半自動灌裝係統價格僅 1.2 萬元, 經過一年半的使用, 計量誤差都在 0.5  以內, 達到國家計量誤差標準。
以內, 達到國家計量誤差標準。
該係統結構簡單, 操作方便, 價格合理, 投資少, 準確度高, 保證了物料的灌裝重量穩定, 大大減輕勞動強度, 提高了生產效率。係統采用電氣變送、 氣動控製閥門的控製方式, 克服了國內灌裝機普遍采用純氣動控製而存在的計量不準, 運行不穩定等不足之處, 使自動灌裝可廣泛應用於塗料生產中, 為物料的自動灌裝成功開拓了一個新的模式。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:PVC 糊樹脂閥口自動包裝機國產化
- 下一篇:打包秤喂料係統的改進
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@szshunyoufa.com

微信:產品谘詢

關注視頻號

關注抖音號